

160 YD³ per hour

No cranes or foundations needed

28–36 tons, with 2–4 compartments







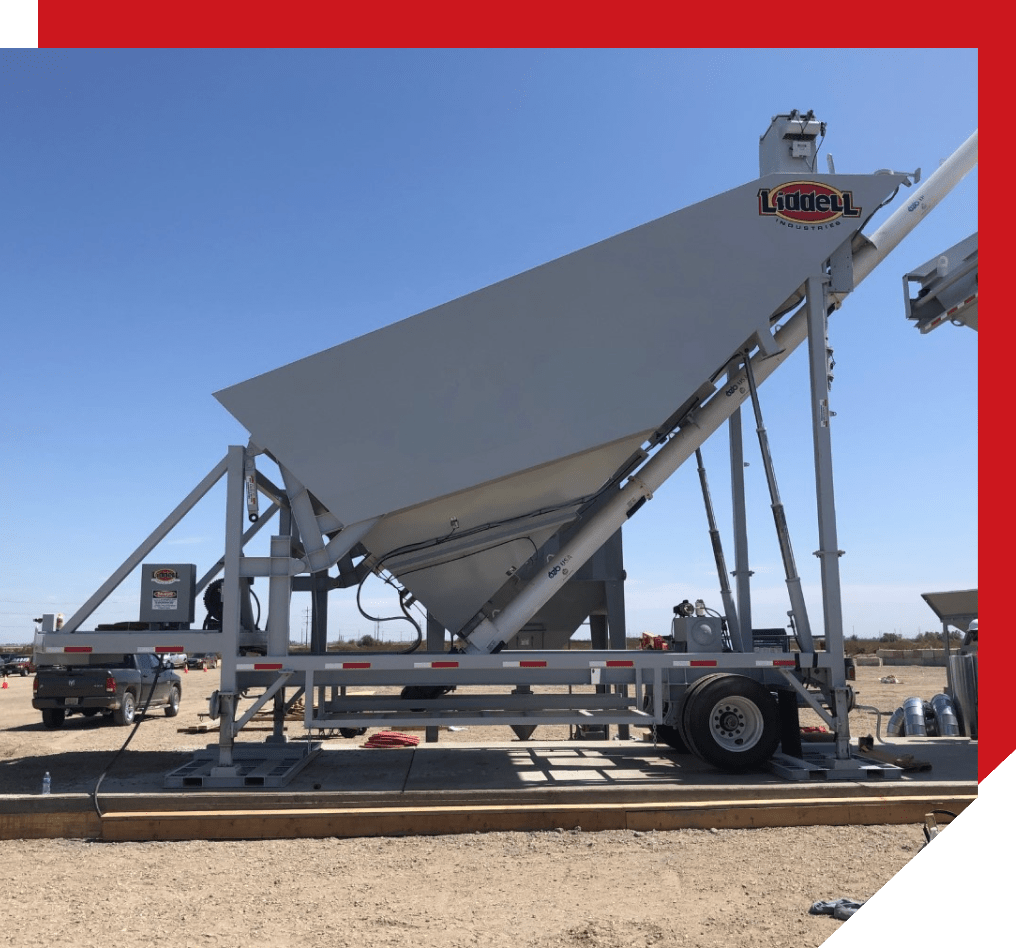

120–200 YD³ Per Hour
Provides high-output capacity to meet the needs of demanding projects.
Movable with a single truck for quick transport and setup at job sites.
1541 cubic feet/57 tons/385 max barrels. Fold-down design for travel with a complete aeration system and pressure relief valve. Optional mobile sile for an additional 57 tons of storage.





Single axle with four 255/70R 22.5 wheels for easy mobility.
Air brakes and travel lights included for compliance and safety during transport.
15 HP/120-gallon air compressor with oversized filters and regulators.
Factory-installed air hoses, solenoids, and quick isolation for easier maintenance.










